


鋰離子電池極耳焊接質量會直接影響電池安全性和倍率性能,本文是一個極耳焊接點大電流熔斷測試。
測試條件
(1)原料規格:Al極耳, 材質A1050-O,寬度6mm,厚度1mm,長78mm。
(2)焊接設備:激光焊接機。
(3)通電設備:5V 300A充放電設備。
(4)溫度測試設備:NEC熱成像記錄儀。
測試方法與過程
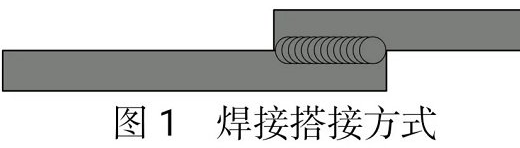
(1)焊接搭接方式:兩塊Al板搭接10mm,焊接Al板兩側面,如圖1所示(不太合理)。
(2)焊接條件:
峰值功率 6000 W;
頻率25 Hz;
焊接速度 4 mm/s;
能量約16 J。
(3)通電條件:
上一篇:什么是瓦楞紙板吸水率抗水性檢測
下一篇:重磅:鈰鎂合金檢測標準首次發布!
相關推薦
- 可靠性測試國標發布:電工電子產品環境試驗方法標準
- 測試項目實戰指南:如何根據產品生命周期設定高低溫交變濕熱參數
- GB國標與IEC國際標準對比:電子電氣安規測試差異解析
- LED 光源光生物安全與能效檢測標準
- 恒定濕熱 vs 快速溫變 HALT:產品可靠性強化測試對比
- 歐盟包裝與包裝廢物法規(PPWR)2026年8月強制實施:汽車零部件與食品接觸材料包裝合規新要求
- 鹽霧腐蝕與循環腐蝕測試對比:金屬零部件耐候性驗證,企業該如何選擇?
- 金屬材料拉伸試驗方法(ASTM E8/E8M-2026)——汽車零部件力學性能測試新規
- GB發布標準:食品接觸材料及制品通用安全要求
- 丹麥食品接觸材料新規正式落地:明確PFAS禁令與重金屬限量要求